© all rights reserved G W Howe 2017 - 2020
Projects
Project Tool Cutter and Grinder
Original Stent Tool Cutter & Grinder
I bought a set of castings and drawings from Blackgates (UK) some 30+ years ago. The design of the Stent looked relatively simple and was made back in the days of a very basic workshop with a Myford ML7 lathe as the main stay and no milling machine! With these limited tools and limited skills I completed the machine but had to devise my own interpretation of the main spindle as the original drawings contained zero information and so I made a spindle of my own design using standard ball bearings. These were mounted into the supplied bracket casting and end covers made to prevent any ingress of grinding dust. This arrangement whilst very basic has been in use for the last 30 years and only now discarded for a completely new design.Updating the Stent TC&G
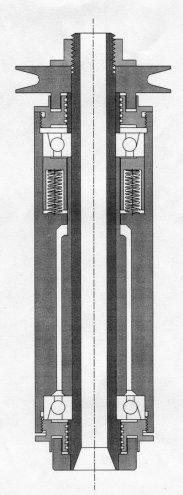
I decided early on that to do a precision re-make of the Stent was not possible unless I purchased a set of new castings or designed and made a new sub-structure. The task now in hand was to make the best of what I had and where possible improve some of the design shortfalls so that with a little extra effort the machine was able to perform better and hopefully more accurately. On inspection I found the dovetails in the base casting were not that bad considering this was done using only the ML7 and vertical slide to do all the milling. With the advantage now of having a milling machine I cleaned up the rear slide dovetails but not wanting to take off to much metal decided leave the main table slide dovetails as these were quite reasonable and any improvement would probably be very small. The big concern now was the rear slide and difficulty in making precision forward move feeds. Because the length of the slide is restricted it is essentially a square sliding block, which is not the best design to give smooth sliding performance. This again was an original design fault and again I decided to improve what I had rather than redesign or remake. The feed screw implementation however was poor and this was down to the sloping sides of the base casting making it at the time difficult to machine the feed screw holes and bearing surfaces accurately. On mine the feed screw has 20tpi and this runs through a nut secured to the underneath of the rear slide. Both parts were lacking good alignment so for now this error was addressed by re-boring the bearing holes and making new bearing seats. The feed nut was slightly altered to get better alignment but frankly this whole arrangement is not as I might design if I started from scratch. The point here is whether to spend a lot of time sorting it all out or improving what I currently have.. I decided to improve as much as possible and maybe later do some further work on this. After my ‘improvements’ the slide is better to move but still lacking. The lack of smoothness means that my need for 0.0002” feed control is currently not going to happen! I have plans to rectify this in the future which will include a gear and pinion which can be engaged when making fine feed adjustments. This addition should probably achieve my feed precision but the implementation whilst not too difficult is on hold. The current spindle of my old design was now beyond improvement. The only cure was to re-make the spindle from scratch using proper angular bearings with a self-adjusting pre-load to control the end play. Investigating the various designs around for the Stent look-a likes and Quorn TC&G I found the same design coming up and each was almost identical in detail! The design is an almost exact copy of a design recommended by the Hoffmann Mfg. Co. of Chelmsford Essex (now R.P.H). I also wanted to make this spindle to prove a point using just the BH600G lathe, which was on the face of it too big whereas the Myford seemed ideal. The result was that the BH600G proved to be no problem and in many respects more speedy as larger cuts and boring of parts was more easily done. Accuracy proved no problem especially as I have now started to think ‘metric’ which adds precision reading the dials! The design included two end caps which had a 32tpi thread and these presented an opportunity to test the new Screw Cutting Clutch out. Once again the task was simplicity itself and the clutch proved to be a fantastic asset. I recommend this screw-cutting design from Gray Meek as one of the essential additions for any lathe especially if you have to cut metric threads on an imperial feed-screw lathe. With the spindle made and its arbors for the various grinding wheels the only remaining problem was how to attach it to the Stent. By pure luck the old spindle casting had enough material to allow it to be bored right through 1.375” diameter allowing the spindle to be clamped. The design and implementation of this new spindle is a considerable improvement step forward for my Stent TC&G and justifies the effort to make it. Another big advantage of the new spindle design is the exchangeable arbors. I decided to make a set of 5 arbors each fitted to a different grinding wheel so that changing grinding wheels is now a few seconds and the wheel is always aligned accurately as when last used. The Stent is now much improved the only remaining task was to enhance the covers and painting of the whole affair. Several significant additions were made comprising a guard for the motor drive; cover to protect the electric motor; cover to provide more protection to the grinding wheel and finally an attachment for the standard workshop vac. hose to attach as needed to suck up all the grinding dust when operational. This latter attachment is simple and consists of a metal ‘sleeve’ into which the vac. hose end- piece slides into thus it can be attached as when needed. Over the years the Stent has been improved radically with the addition of jigs to perform the various grinding tasks. These have remained largely unchanged in the latest over-haul. The attachment jigs used are: End mill teeth grinding jig using a design largely based on that by D Brookes but incorporating an ER25 collet chuck. Side teeth grinding jig of milling cutters using my own design to allow retraction of the cutter at the end of the grind, this also modified to incorporate a separate ER25 Chuck. Lathe tool grinding jig using a completely versatile table rest based on a single ball joint. Small drill grinding jig using a simple drill rest based on a simplified Potts design approach.GWH Engineering
creative engineering in a home workshop