
Gear Generating Machine
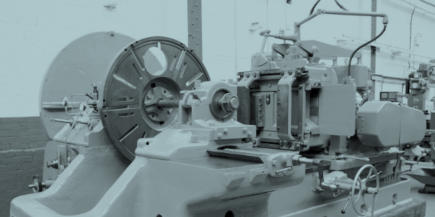
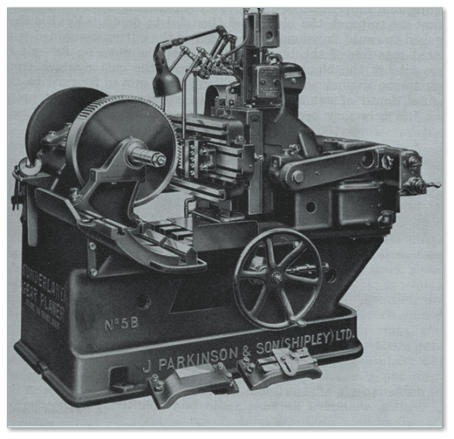
The Gear Generating Machine is a prototype bench top sized gear profiling machine based on the operating principles of the Sunderland Gear Planing machine. I designed and built this small machine without any prior knowledge of the current Sunderland machines and whilst my version performs similar tasks it does so using totally different mechanisms. Because of its small size the design has had to compensate for the lack of mass by introducing additional support mechanisms. The machine once set up works completely automatically to produce a range of standard spur gears each having the correct involute form. The machine design is also faithful to the original Sunderland era by incorporating only mechanical solutions which were around in the early 1900’s. Good: Cutters easily made and inexpensive; no dividing head required; fully automatic; non standard gears easy; accurate involute profile. Bad: Setup time is tedious for new gear; operationally slow I hope you find this interesting, it has been quite a challenge...... the pictures below are full sized Sunderland machines
© All rights reserved G W Howe 2017

Gear making site
the Sunderland process
The Sunderland process is unusual in that it exploits the fact that a rack will mesh with any gear having the same diametral pitch (DP) and pressure angle (PA). Unlike many of the modern gear making procedures which use specially formed cutters the Sunderland exploited the fact that a rack could generate a perfect involute curve. Any two gears will mesh together correctly as long as they both have the same DP and PA and in so doing the teeth maintain constant contact thanks to the involute curve on each tooth. Sunderland exploited the fact that if a gear were of infinite size it then becomes a rack and the associated involute curve becomes a straight line. If a rack were used to cut teeth in a gear blank as if it was in mesh with a gear (gear blank) and the gear was also rotating then a simple rack can generate gear teeth with each tooth having a perfect involute curve. The use of a rack as a cutter means that it has to be relatively short and thus requires additional mechanisms typical of a Sunderland gear machine to continually re- set the rack cutter to a new starting position as it progresses in completing a gear. This problem of re- setting the rack slows down the machining process and for this reason is not favoured in modern production workshops, however, although slow it can provide a very cost effective method to manufacture gear specials where standard tooling may not be available or is very expensive. The incredible thing about gears is that they have changed very little over the years. The early engineers realised the need for gears and the need for them to transmit power continually and evenly. On the face of it there seems little remarkable about gears as they basically have teeth which mesh together and when rotated impart motion. To ensure that the motion from one gear to the next is continuous and even, demands that each gear tooth, in mesh, must always remain in contact with its mating tooth. It is this simple requirement that forms the basis on which all gear teeth profiles are designed and is not as simple as might be initially thought. The Gear Generating Machine adheres fundamentally to the same involute generation concept as that used by the Sunderland Machine, however, the mechanisms used to accomplish this are quite different. In the Gear Generating Machine a rotation gear and rack is used to provide rotation to the gear blank. Since this rack moves as the cutter rack does this ensures the relative motion conforms precisely to the Sunderland concept. The racks and gears in mesh are also able to move in and out of engagement as they do in the Sunderland.