© all rights reserved G W Howe 2017 - 2020
Models
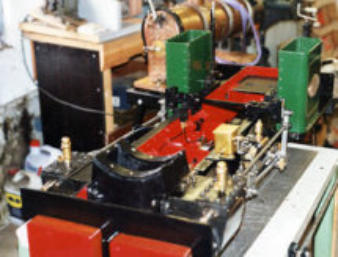
Building the Wren locomotive
Building a model locomotive is really quite simple but then this statement assumes you have all the appropriate equipment to cope with machining, a good helping of basic engineering skills, lots of recent experience with a similar model and the time and inclination to make a good job of it. Alas, in my case none of these prerequisites were available in any decent quantity and some lacking altogether! My previous model building was strictly in 3- 1/2 gauge to match the ageing machine tools and the last attempt was finished some 10 years ago! The only item on the list of requirements I could now reasonably put a tick against was I now have the time. Since the track at the Wildlife Park is predominately for the larger gauges, I also had the inclination. Not a very promising start! Mike Casey happened along one day and showed me an EIM cover picture of a Wren, beautifully finished and said that he knew of the whereabouts of a set of drawings and castings. "It's a very simple engine to build and would perform well at the Park" he announced. "Why don't you take it on - it won't take very long" .Now what is a simple model to Mike is a complex one to me and well outside my machine and personal capabilities. "No problem - I've got all the tools, you can borrow them". OK, but what about that boiler? more silver in it than could be found in the house. "No problem - we will build it together if you help out with my Merchant Navy boiler" .With no excuses left a deal was struck and a start was made. The Wren model is designed by Ken Swan and is based on 40 original Kerr Stuart drawings and is to a scale of 3-1/4" to the foot. Ken provides some 29 drawing sheets of outstanding quality and accuracy. The Wren full size was built by Kerr, Stuart & Co Ltd. The company began, as did so many of the Industrial locomotive companies, in Glasgow. Formed in 1881 as James Kerr & Company it was a dealer in railway plant, and actually subcontracted orders for locomotives. The main supplier was Hartley, Arnoux & Fanning at Stoke-on-Trent, and in 1893 Kerr Stuart bought the company and became bona-fide locomotive builders. A feature of their locomotives was that they were designed to be used where skilled labour and extensive maintenance facilities were scarce. Most contractors just bought a locomotive and expected it to run as long as water was in the boiler and fire in the grate. An occasional squirt from an oil can was what passed for maintenance. The Kerr Stuart locomotives were ideal for this type of environment as they were mechanically simple and robust, and "the works" were easily accessible. Early designs had outside Stephensons valve gear, while later designs in the smaller gauges had a "modified Hackworth" gear. Wren is with Hackworth gear and marine type ends are used on coupling and connecting rods. The Wren could be built in any gauge from 1 ft 6 in. to 3 ft. and was rated at 28 H.P. A total 167 Wren class engines were built and shipped. The specifications given in the catalogue were as follows: Cylinders 6 in dia x 9 in stroke Diameter of wheels 20 in Wheel base 3 ft. Boiler tubes (steel) 35 (1 ¾ in dia) Working pressure 140lbs per sq. in. Boiler Feed 2 injectors Firebox Steel Water tank (Saddle) 87 gallons Fuel Space 5.5 cu. ft. Heating Surface - tubes 72.1 sq. ft. - Firebox 13.9 sq. ft. Grate Area 2.19 sq. ft. Approximate weight, empty 3 tons 7 cwt. , working 4 tons 3 cwt. Tractive Effort 2,016 lb. Cost - In 1932 you could purchase a Wren for £450.00. Today, the copper for the boiler of the model costs about the same! Back to the model Wren. In 7 -1/4" gauge it is almost 1/3 full size and although taller than the average 5 in. gauge it is similar in many other dimensions. A very attractive feature in the Ken Swan model is a cross-head driven feed pump and was present on a prototype (Works No. 4328). Although the Wren was designed primarily as a contractors engine by today's standards the design contains many elegant shapes and showed clearly that engineers of that time were not prepared to sacrifice "the appearance" for the sake of economy. This was before the days of accountants when design engineers were respected. It was these features that made me decide to build and as I became more acquainted with the finer parts of the design I came to cherish the wonderful shapes and methods adopted. All credit to Ken Swan who did not sacrifice any of these details in his adaptation. A notable aspect of building the larger scale models is the shear amount of metal needed to be removed. Many parts on the prototype would have been forged and were probably left fairly rough. The connecting rods were machined from 2 in. de steel and for the most part this is reduced to 0.5in dia. Not a job for the Myford! The cross-heads needed to be "carved" from 2-1/2 in. square section and needed more planning hours than it took to machine. A minor part is the draw bar hook, which on paper looks very simple but on closer examination it needed to be made from the solid with much filing and milling. The part is almost obscured from view by the buffer blocks but it still had to be made! All frame bolts and major rivets have to be machined to be "fitted" .The fitting of the reversing shaft brackets requires very careful alignment on the frames as these take a considerable pounding as a consequence of Hackworth gear. It was some months before the chassis was complete and tested with compressed air. It was very satisfying to see the motion behave properly and respectably link back. I mentioned at the start that a prerequisite for building a model is recent experience. I had forgotten all the pitfalls previously encountered and promptly fell back into more than I care to identify. Suffice it to say, much learning has been had and next time round "it will be perfect" - I wish! The coal bunkers on the Wren are made from 1/16 in thick steel plate and required very prominent curved bends to the side. To achieve these required a small diversion to make a bending tool. It would also be required A break before the main challenge of boiler making was the cab framework and roof. Unfortunately no angle the size I wanted was available so once again it was back to shifting metal using the milling machine. The postman now looks at me differently after four rather strangely shaped parcels arrived which he could only just carry to the door. As one might expect they were numbered 1 to four but arrived at random over a three week period! It wasn't too long before the copper had been rolled and bent into shape. Copper is an amazing metal as it presents a totally new engineering experience. It does not machine well but if it is regularly annealed it becomes very pliable and can be easily "persuaded" to resemble the required shape. Boiler making is all about fitting bits together with minimal gaps and then making hundreds of holes in the affair later to be blocked up by a combination of copper rivets, bushes and silver solder. Fortunately, Mike had all the necessary Seivert equipment to generate both heat and a roaring noise not dissimilar to a low flying jet. The Vicar next door must have had several disturbing thoughts as we merrily heated the copper into the night! The day came to fill the creation with water and pump it up to 180 lbs per sq. in pressure. Not even a creak, no leaks - a major step forward. Boiler fittings were next to be made. Once again a lot of metal removal and use of the dividing kit to make hex shapes. I made another diversion to make a device to set up the lathe with my dividing head which enabled all those parts which needed an array of holes equidistant from each other. Once again it has proved well worth the effort to make this rather than the temptation to mark off holes with a scriber and know that they will only ever fit after a judicious taste of fettling with a small round file! The saddle tank on the Wren is made from brass sheet and requires some rather difficult bends over its length. The making and fitting of the many sheets proved to be more difficult than first envisaged and it proved to more than a challenge (in this context, challenge, is a polite technical term). With hindsight, a little more planning before would have made life easier but I feel that it is the sort of job you have to make one first to gain sufficient skill and knowledge of the pitfalls which are there. Next one will be perfect! I wish again! Last but not least, what am I going to call this machine. The obvious name is Wren but that is a bit boring. Joanne looks in and makes a favourable comment which is pleasing as these are getting less in proportion to her advancing teenage years. "What are you calling it" I was taken unaware by her friendly demeanour and replied "after you of course", a nod of approval and she left. Now Joanne has 6 letters in it which apart from the pain of having to make two name plates and carving out each letter also meant that to fit on the side of the tank it would be too long or the size of font would be rather small. Referral to Joanne curtly reminded me that she is known as JO to all and sundry. Now Jo has only two letters and is a bit short. A play on the computer with a DTP program and stretching a font upwards and sideways gave a reasonable result. "JO" ran at the park for two seasons and carried more passengers than ever expected (a conservative guess would be 5000). After this I decided to retire the engine and strip it down for a check over and repaint. The inside of the frames had started to show signs of rusting due to the heat from the firebox and being left in a less than weather proof shed at the park. Since all the motion rod ends are in split halves any serious wear can be taken out by refitting. I was amazed and gratified to find that there was no significant wear at all and all the motion was simply refitted as before. The lubricator needed two new roller clutches which I suspect had been forcibly turned the wrong way! The frames were re-painted ( see photos) and although the boiler cladding and saddle tank need another re-spray I decided to leave that for another day. Back to passenger hauling? maybe, but for the time being the wren sits on the bench with only the occasional bout of action under compressed air for visitors.GWH Engineering
creative engineering in a home workshop